

Btibraze.com
Welcome
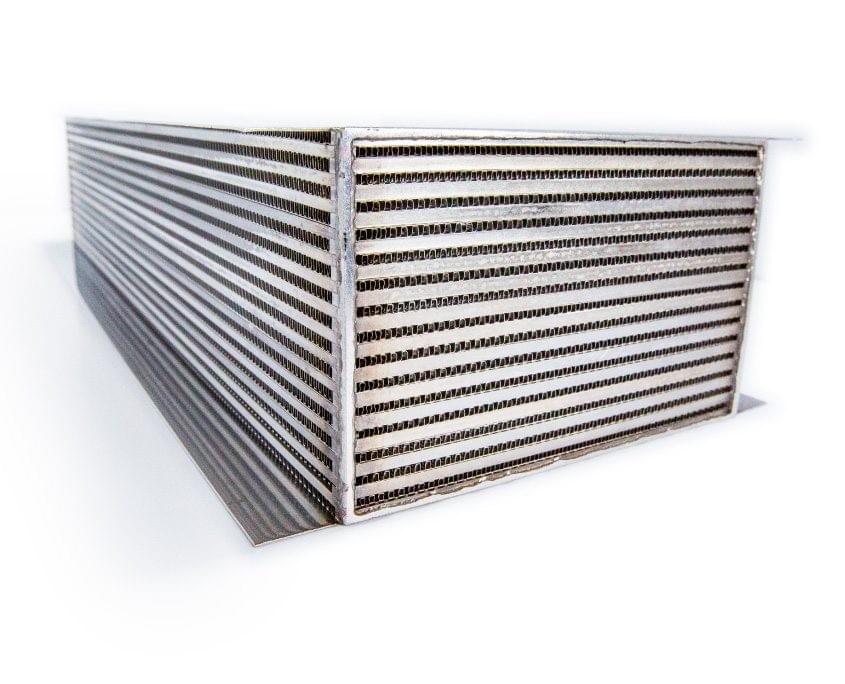
Ultimate Guide for Vacuum brazing
As per our knowledge, even an accurately-designed joint or perfect brazing can result in imperfect brazing if appropriate brazing is not performed. A favourable vacuum brazing is dependent on the right technique along with proper materials plus furnace capability for continuously controlling and managing the brazing cycle.
How the Vacuum Brazing Works?
The brazing refers to a method to join 2 or more metals by melting the brazing alloy and the filler metal.
When an alloy is used rather than a pure metal for the brazing process in the vacuum furnace, they don’t contain fluxes, therefore, there’s no need for removing the slag (impurity) by mechanical process and the welded part looks clean. The alloy should not contain elements which can evaporate or sublimate, as characteristics of the desired joint will not be attained plus the furnace may get contaminated.
Usually, alloys don’t have nature to together get fused as the fusing takes place at a distinct temperature so as pure metals, however, within a particular range. Therefore, when possible “Eutectic Alloys” should be achieved. These behave similarly to pure metals, where elements of liquid and solid together exist at eutectic temperatures only.
In the vacuum brazing process, there are important counts of filler metals available. In a few alloys, usually with the use of higher temperature, many cases still have a “liquidus” & “solidus” phase state, which are present at one temperature, and is composed of more than 2 metal forms.
Different alloys, generally used in vacuum furnaces, still depict a wide intermediate phase of “solidus-liquidus” along with temperature, rising between the 2 significant phases. In this condition, time belonging to a full fusion accelerates as this occurs at high-temperature, which is determined as the temperature for the brazing process.
Base alloys of Zirconium & Titanium can be achieved by vacuum brazing, especially using “braze filler metal” which is formulated. Due to their tendency of becoming contaminated or polluted by even tiny moisture and oxygen amounts, these given alloys at “high vacuum level” should be brazed in a cleaner furnace.
Aluminium and its abundant alloys in a vacuum can even be brazed. Nevertheless, aluminium alloys by the aluminium brazing manufacturers generally go through brazing in dedicated and exclusive furnaces which are specially designed for highest “temperature uniformity” at respective temperatures that are less than 650 Degree Celsius or (1200ºF).
Outgassing (the release of gas) of Mg (Magnesium) at the time of brazing of a lot of aluminium alloys will rapidly contaminate (pollute) the equipment of furnace and thus loads later on at high temperatures.
For these above-mentioned reasons, it’s strongly suggested that aluminium’s vacuum brazing process should be performed only under dedicated furnaces.
Dissimilar metals’ vacuum brazing can be quickly accomplished and achieved on the condition that the thermal expansion differences are taken into consideration.
If the component of base metal having higher thermal expansion coefficient encloses one with lower coefficient; the joint clearances which are acceptable and sufficient enough for the capillary flow at room temperature might result in becoming very large at brazing temperature.
The opposite can even occur, where joint tightening at brazing temperature avoids alloy to flow from within. The calculations of thermal expansion should be performed for all the “ring in plug” kind joints which include dissimilar metals.
For complicated configurations, also, it might be essential for conducting trials of pre-production for determining correct joint clearances.
Why the brazing process is required in a vacuum furnace:
The vacuum furnace can assure the reach of melting temperature accompanied by immense accuracy and in the absence of over-shoot. Also, notice the resistance problems to corrosion and oxidation of an alloy itself has become negligible concerning vacuum furnace.
For successful brazing, the filler should melt (whether in paste form of tape, paste, or a metallic wire) as its particular melting temperature & not at the higher temperature. This mainly prevents liquid to be at a temperature where its acting surface tension is lower and hence, dampening a larger surface area, along with final joint deficient of right filling.
The liquid should diffuse properly and accurately within the cavity of a joint, present between the metals, forming the intermediate layer.
The capillary action assures the penetration of the alloy into joint spaces in its melting or liquid-form. These are formed by mechanical processing, the same point where the joint is needed. The requirement of mechanical processing is there for achieving correct tolerances in the joint’s elements and should figure out the same dimensions for a bond.
The gap must be created to avoid too restrictive tolerances, in which case the bond could be difficult to fill and, at the other end of the spectrum, a weak joint would result from too great a tolerance, potentially with gaps or porosity. The alloy is drawn inside the surfaces to be joined at the wettability temperature, against the force of gravity.
The joint gap should be formed to prevent very restrictive tolerances, the condition where the bond may be filled with difficulty and on spectrum’s other end, the weak joint might result from being a greater tolerance, likely with porosity or with gaps. Substantially, an alloy from inside the surface is drawn to get joined at “wettability temperature”, contrary to gravity force.
In spite of all the essential precautions, the joint defects occur sometimes. Luckily, the joint defects can oftentimes be fixed by re-brazing. Due to the mixing and diffusion of constituents present between the base metal and braze alloy, most of the braze alloys tend developing into a high re-melting temperature just after starting or initial braze.
Instead of attempting to repair the joint defect by again melting the pre-existing joint, it’s much better applying the coating of a limited amount of extra alloy in a defective area.
To avoid the re-melting process of the pre-existing point or the existing point, the temperature of the re-braze is much lower as compared to that which is used in the initial braze is favoured, especially if broad joint gaps are included. Joint’s defective region must be inspected again for cleanness before that extra braze alloy is used/applied.
The cycle of brazing is then repeated as it was done before, with many modifications following the brazing temperature.
Hence, this guide for Vacuum Brazing will surely help you a lot!

Aluminum Flux Paste
Welcome
ALUMATECTM B TUBE flux is used in the manufacture of folded tubes. An internal line of flux is used on the clad surface to facilitate the flow of the brazing material on the surfaces. Read More
Aluminum Brazing Paste Manufacturers
Welcome
ALUMASILTM FX12 and FX12Cs: AlumasilTM FX12 is a premium aluminium brazing paste used in furnace brazing applications. Used in a tube to the header, manifold, tube to block and other challenging designs. AlumasilTM FX12Cs is formulated with caesium fluoride for use on magnesium bearing. Read More
Contact Us
Houston, Texas USA
Tel: 713-641-9003



© 2019